��һ�ߣ�ֱ�����֙C�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

1.����
����˾�ǹ��̙Cе��݆һ���Č��I���a�̣��N�S����݆һ������Ҫ���������H��Ҫ����һ����ؓ�ɣ�߀��Ҫ����һ������ĥ�ԡ�������171������N�S(Ҋ�D1)������ֱ����33.4mm���L�Ȟ�183mm�����|��45B�����g�D��Ҫ���̎����ˇ�ɲ��ÃɷN��ʽ�������w�{�|��Ȼ������M�и��l�Б���̎���������l�Б��ӟ���ܴ�𣬱�����IJ��M�в��Ӳ��̎�����ijɱ����ƺ����aЧ�ʵĽǶȁ������ڶ��N��̎�������ѽ��ɞ��Ј��������x��Ԕ���ļ��gҪ������:�����7~15mm(�R��Ӳ��45HRC)������Ӳ��52~60HRC����Ӳ��252~397HBS������˾���N���S��̎�����������l�Б��ӟᇊ�ܴ���g�����C���֞�ɷN���քe�������_����s�����_�Ĝضȿ��ƣ��_���N���S����Ӳ�Ȳ����Ŀ�ġ�
2.���_���������l�Б���̎��
ԓ�O����Ҫ���Ԅӹ��o�C�������l�Б���Ȧ���ɵ�2.8m�L�ļӟ�t�ź�3�������sվ���ɣ��t�ź���sվ֮�g���Ƅ��ŷ�늙C���ŷ��ƗU�B�ӡ��N�S�������Ԅ����ϙC�����ϣ�Ȼ���M��ӟ�t�żӟᣬ�ӟ���D�������ŷ��C�����ӟ���N�S�����͵��������վ��Ȼ������վ���ŷ��ƗU���뉺݁�M�Ї�ˮ��𣬴���Ŀ���Ƿ�ֹ����׃�Ρ�ԓ�O����ò��Mʽ���a��ʽ���N�S�ڠt�Ń����w�ӟ�����ȫ�W���w�أ�Ȼ���M�뉺���վ�M�Ї��F��s��ͨ�^���_���Ƈ��F���͇��F�r�g�_��������Ӳ����Ŀ�ġ������ɵĹ��������b���_�t�M�е͜ػػ�
��Ҫ��̎����ˇ�������1��ʾ��ԓ���g�����^�͵��Դ�l����ߜu���B��ȣ��ڠt�ű���һ�Εr�g�������������ӟᵽAc3���ϣ����Ƈ�Һ��s��ԓ���g�ă��c:�ٲ�������վ�c��s�����aЧ�ʸߡ����^�̿��Ʊ��^������ȱ�c:��ԓ��s��ʽ���ܱ��C�S���w������ͬ�r������s��׃���^���ͨ�^���㱣�Cֱ���ȡ�������3�����վ�������b�ã��O��Y�����s���O������ʸߣ��S�o�M�øߡ�
3.���_�Ĝضȿ������l�Б���̎��
ԓ�O����Ҫ���Ԅ����ϙC�����ɂ��������D�Ă�ݔ݁���ھ��Б��ؠt�M�ɡ���ݔ݁�ȏ�ǰ�������β����A��Б������ӟ�Б����ͭh�·�ˮ�����A��������ͼӟ������ͨ�õ���8mm��12mm�ľ����~���Ƴɵăȏ���43mm�ă�Ȧ��Ȧ���������Ԅ������b���M�����ϣ�����朌����������ݔ݁�������ڂ�ݔ݁�����ν��^�A��Б����ͼӟ�Б�����ɼӟᣬȻ��ֱ�ӽ��^�h�·�ˮ���M�Ї�Һ��s��������ھ��ػ�t��ɻػ�ԓ�O�����߅�ӟ�߅��s�����a��ʽ���B�m���a���c���M���a��ͬ����Ҫ�B�m��ˮ��s����ˮ�r�g�����S�r����ֹͣ������ֱ��С���H�{����ˮ�����y�Կ��ƹ����������s�ٶȣ�ֻ��ͨ�^���Ƽӟ�����C����IJ��Ӳ��̎����
��Ҫ��̎����ˇ�������2��ʾ��ԓ���g���A������^�͵��Դ�l����ߜu���ĝB��ȣ��ӟ�����Ը����A����l��ʹ��������Ѹ���_���W���w�أ��IJ�����Ac1~Ac3�^�g�ȣ�ͨ�^�h�·�ˮ���ć�ˮ��s���˹�ˇ���c�����O��Y���^�麆�Σ��S�o���B�ɱ��͡������ڹ����IJ�����ӟ�����ȫ�W���w��������ֱ��ʹ���ھ��ػ�����Ч�ؽ����ܺģ����ܜp��Ч���^��ͻ�����۲��íh�·�ˮ�C������������s����׃��С��ֱ���Ⱥã��o�艺�㡣ȱ�c�Ǽӟ�r�g������_���ƣ�Ac1~Ac3�ضȅ^�g�Mխ�����в����͕���ȫ�w���W���w��
4.�z�����
(1)Ӳ�Ⱥʹ���ӵĽY�����3��ʾ����2������M����D2���D5��ʾͨ�^�z�l�F���ɷN��ˇ��Ӳ�ȶ����ϼ��gҪ��������Ĵ�Ӳ�ӣ��{����피�Ĕ[�����֏����Դ���B�U�i�ϡ���ֹ�c�Ĺ��ʷ��书�ܣ�Ҳ��Q���B�U�i��ֹ�c̎б�Ϳ׳��F����Ѽy�Ć��}����3��ͨ�^ƣ��ԇ��֪.���^�A�Ǐ��������S�������A�Dz����������S��ƣ�ڏ��ȴ����ߣ�����̶߳��c�A��̎�Ĵ�Ӳ����Ⱥͱ����|���������P�����������ʞ�99.9%��Ť��ƣ�ژO��M-1���LjA�Dz�����2.1�������L���S�Ͳ��͙C�ĉ�������ֹ���S���ѣ��l�]�Q���Ե����á�

RC-5�y�T늄ӈ�������늄ӈ�����
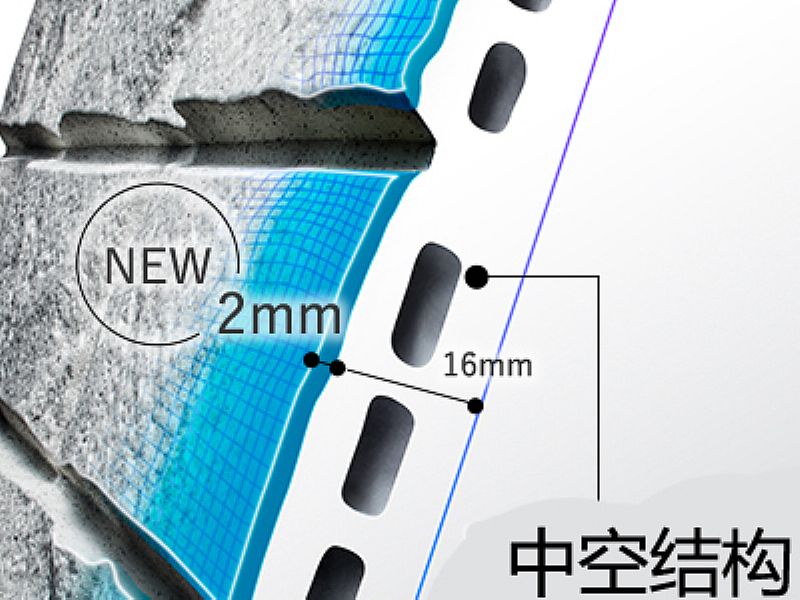
16mm�п��w�Sˮ���≦��

�ռ��A��u�� ���F�b���b� Ʒ���������b��� ˮ���w�S�≦���

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

ATˮ���w�S�ɒ�� һ���������b� �w�Sˮ������ ˮ���≦�ɒ��

�������� ľ���ľ�y��������坍�����o����

ľ�zˮ��� �w�Sˮ��� �ߏ���ˮ��� �M�ڰ�
�G��� ˮ��� �ֹ������� ������ �̈��b���ð� �ṩ�|�z���

�������������Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���

������������������,���װ�������,���a�S�ҿɶ���

����������ţƤ����,���ܴ�,PP�ͺϰ��b��,���a�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a�S�ҿɶ���

����^���Ͼ�����,��ɫ��Ĥ������,���b�����a�S�ҿɶ���

����^��Ƥ��,��ɫ������,�Gɫ���������b��,���a�S�ҿɶ���